Handbook on Japanning - LightNovelsOnl.com
You're reading novel online at LightNovelsOnl.com. Please use the follow button to get notifications about your favorite novels and its latest chapters so you can come back anytime and won't miss anything.
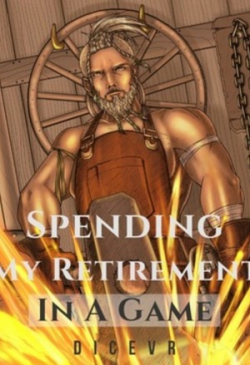
[Ill.u.s.tration: FIG. 5.--Greuzburg's j.a.panning Oven.]
1. _Stoves heated by direct fire._--These were, of course, the form in which j.a.panning ovens were constructed somewhat after the style of a drying kiln. Fig. 5, Greuzburg's j.a.panning oven heated on the outside by hot gases from furnace. The oven is built into brickwork, and the hot gases circulate in the flues between the brickwork and the oven, and its erection and the arrangement of the heating flues are a bricklayer's job. c.o.ke containing much sulphur is objectionable as a fuel for enamel stoves Mr. d.i.c.kson emphasizes this very forcibly. He says: "In the days when stoves were heated by c.o.ke furnaces, and the heat distributed by the flues, the princ.i.p.al trouble was the escape of fumes of sulphur which caused dire disaster to all the enamels by entering into their composition and preventing their ever drying, not to speak of hardening. I have known enamels to be in the stoves with heat to 270 for two and three days, and then be soft. The sulphur also caused the enamels to crack in a peculiar manner, much like a crocodile skin, and work so affected could never be made satisfactory, for here again we come back to the first principle, that if the foundation be not good, the superstructure can never be permanent. The enamels, being permeated with sulphur and other products from the c.o.ke, could never be made satisfactory, and the only way was to clean it all off. The other princ.i.p.al troubles are the blowing of the work in air bubbles, which is caused mainly by the heat being too suddenly applied to the articles, but these are very small matters to the experienced craftsman."
[Ill.u.s.tration: FIG. 6.]
2. _Stoves heated by hot-water pipes._--Let us first of all consider the principle on which these are constructed. In Perkins' apparatus for conveying heat through buildings by the circulation of water in small-bore hot-water pipes an endless tube or pipe is employed, the surface of which is occasionally increased by spiral or other turnings where the heat is to be given off or acquired: the annexed figure may serve to ill.u.s.trate this principle; it represents a strong wrought-iron tube of about one inch diameter completely filled with water; the spiral A pa.s.ses through a furnace where it is highly heated, and the water is consequently put into motion in the direction of the arrows; the boiling of the water or formation of steam is prevented by the pressure, whence the necessity of the extreme perfection and strength of the tube. B represents a second coil which is supposed to be in an apartment where the heat is to be given out. C is a screw stopper by which the water may be occasionally replenished.
By this form of apparatus the water may be heated to 300 or 400, or even higher, so as occasionally to singe paper. A larger tube and lower temperature are, however, generally preferable.[1]
[Ill.u.s.tration: FIG. 7.--Enamelling Stove--in a Tin-plate Printing Factory--heated by Perkins' Hot-water Pipes.]
The principle of Perkins' invention has, during the last eighty years, i.e. since the date of the invention in 1831, been very extensively applied not only for the heating of buildings of every description, but it has also been utilized for numerous industrial purposes which require an atmosphere heated up to 600 F. The principle lends itself specially to the design of apparatus for raising and maintaining heat evenly and uniformly, and also very economically for such purposes as enamelling, j.a.panning, and lacquering.
The distinctive feature of this apparatus when applied to moderate temperatures lies in the adoption of a closed system of piping of small bore, a certain portion of which is wound into a coil and placed in a furnace situated in any convenient position outside the drying chamber or hot closet. The circulation is thus hermetically sealed and so proportioned that while a much higher temperature can be attained than is possible with a system of pipes open to the atmosphere, yet a certain and perfectly safe maximum cannot by any possibility be exceeded.
The efficiency of the apparatus increases within certain limits in proportion to the pressure employed, which fact explains the exceedingly economical results obtained, while the fact that, owing to the high temperature used, a small-bore pipe can be made more effective than the larger pipes used in any open system, accounts for the lower first cost of the Perkins' apparatus.
[Ill.u.s.tration: FIG. 8.--j.a.panning and Enamelling Oven Heated by Single Hot-water Pipes sealed at both ends with Furnace in Rear.]
[Ill.u.s.tration: FIG. 9--j.a.panning and Enamelling Oven For Bedstead, Ironmongery, Cash-box, and Lamp Factories.]
[Ill.u.s.tration: FIG. 10.--j.a.panning and Enamelling Stove for parts of Sewing Machines.]
It will be seen from the various ill.u.s.trations that the articles to be treated are absolutely isolated from actual contact with the fire or the fire gases and other impurities which must be an objection to all methods of heating by means which are not of a purely mechanical nature. This principle not only recommends itself as scientifically correct and suited to the purpose in view, but is also a very simple and practical one. It affords the means of applying the heat at the point where it is required to do the work without unduly heating parts where heat is unnecessary; it secures absolute uniformity, perfect continuity, and the highest possible fuel economy.
[Ill.u.s.tration: FIG. 11.--j.a.panning and Enamelling Stove for Iron-Bedsteads and Household Ironmongery with Truck on Rails.]
[Ill.u.s.tration: FIG. 12--Permanent j.a.panning and Enamelling Stove for Kitchen Utensils built in Masonry.]
The nature of the work to be executed in the different cla.s.ses and various sizes of stoves vary so greatly and indefinitely that only by careful attention to the special requirements of each case, on the part of the designers and constructors, is it possible to obtain the most satisfactory results.
The arrangement of fixing the pipes round the lower walls of the room in this form of stove is somewhat c.u.mbersome, but in a roomy stove this slight drawback is not felt quite so much. However, it seems a good principle to leave every inch of internal s.p.a.ce available for the goods to be enamelled or j.a.panned, This principle is carried out to the letter in the other form of stoves described and ill.u.s.trated in the sequel.
The figure shows a section through single chamber j.a.panning and enamelling oven heated by hot-water pipes (steel) closed at both ends and partially filled with water which always remains sealed up therein, and never evaporates until the pipes require to be refilled.
This stove may be heated (1) by hot-water pipes (iron), (2) by super-heated water, (3) by steam, but only to 80 C. The different compartments may be heated to uniform or to different temperatures with hot water; the stoke-hole is at the side and thus quite separated from the stove proper.
The ovens must be on the ground floor, so that the super-heated steam from the bas.e.m.e.nt may be available.
The great drawback to the use of gas for heating j.a.panning and enamelling stoves is the great cost of coal gas.
[Ill.u.s.tration: FIG. 13.--Portable Gas Heated j.a.panning and Enamelling Stove fitted with Shelves, Thermometer, etc.]
PIGMENTS SUITABLE FOR j.a.pANNING WITH NATURAL LACQUER.
_White Pigments._--Barium sulphate and bis.m.u.th oxychloride. These two are used for the white lacquer or as a body for coloured lacquers.
When the lacquer is to be dried at a high temperature barium sulphate is preferable, but when it is dried at an ordinary temperature bis.m.u.th oxychloride is better. Since the lacquer is originally of a brown colour the white lacquer is not pure white, but rather greyish or yellowish. Many white pigments, such as zinc oxide, zinc sulphide, calcium carbonate, barium carbonate, calcium sulphate, lead white, etc., turn brown to black, and no white lacquer can be obtained with them.
_Red Pigments._--Vermilion and red oxide of iron. These two are used for the red lacquer, but vermilion should be stoved at a low temperature.
_Blue Pigment._--Prussian blue.
_Yellow Pigments._--Cadmium sulphide, lead chromate and orpiment.
_Green Pigment._--Chromium oxide (? Guignet's green).
_Black Pigment._--Lamp black. This is one of the pigments for black lacquer, but does not give a brilliant colour, therefore it is better to prepare the black lacquer by adding iron powder or some compound of iron to the lacquer.
Various mixed colours are obtained by mixing some of the above-mentioned pigments.
Examples of application are as follows:--
(1) _Golden Yellow._--Finished lacquer, 10 parts; gamboge, 1 to 3; solvent, 5. If utensils are lacquered with this thin lacquer and dried for about 2 hours in an air-oven at a temperature of 120 C. a beautiful hard coating of golden colour is obtained.
(2) _Black._--Black lacquer, 10 parts; solvent 2 to 4. Utensils lacquered with this lacquer are dried for about an hour at 130 to 140 C.
(3) _Red._--Vermilion, 10 parts; finished lacquer, 4; solvent, 2. This lacquer is dried for about an hour at 130 to 140 C.
(4) _Khaki or Dirty Yellow._--Barium sulphate, 100 parts; chromic oxide, 3; finished lacquer, 20 to 25; solvent, 15. This lacquer is dried for about half an hour at 160 C.
(5) _Green._--Barium sulphate, 100 parts; chromic oxide, 20 to 50; finished lacquer, 40 to 50; solvent, 20. This is dried for about 10 minutes at 160 C.
(6) _Yellow._--Barium sulphate, 100 parts; lead chromate, 40; finished lacquer, 40; solvent, 20. This is dried for about 15 minutes at 150 C.
Almost all pigments other than the above-mentioned are blackened by contact with lacquer or suspend its drying quality.
Several organic lakes can be used for coloured lacquers, that is to say, Indian yellow, thioflavin, and auramine lake for a yellow lacquer; fuchsine, rhodamine, and chloranisidin lake for a red; diamond sky blue, and patent nileblue lake for a blue; acid green, diamond green, brilliant milling green, vert-methyl lake, etc., for a green; methyl violet, acid violet, and magenta lake for a violet; phloxine lake for a pink. These lakes, however, are decomposed more or less on heating and fail to give proper colours when dried at a high temperature.
MODERN METHODS OF j.a.pANNING AND ENAMELLING WITH NATURAL j.a.pANESE LACQUER.
Urus.h.i.+ol, the princ.i.p.al const.i.tuent of j.a.panese lacquer, does not according to the j.a.panese investigator, Kisaburo Miryama, dry by itself at ordinary temperatures, but can be dried with ease at a temperature above 96 C. In the same way, lacquer that has been heated to a temperature above 70 C. and has entirely lost its drying quality can be easily dried at a high temperature. In this method of j.a.panning the higher the temperature is, the more rapidly does the drying take place; for instance, a thin layer of urus.h.i.+ol, or lacquer, hardens within 5 hours at 100 C., within 30 minutes at 150 C., and within 10 minutes at 180 C. j.a.panning at a high temperature with natural lacquer does not require the presence of the enzymic nitrogenous matter in the lacquer, and gives a transparent coating which is quite hard and resistant to chemical and mechanical action; in these respects it is distinguished from that dried at an ordinary temperature. During the drying, oxygen is absorbed from the atmosphere and at the same time a partial decomposition takes place.
This method of j.a.panning has its application in lacquering metal work, gla.s.s, porcelain, earthenware, canvas, papier-mache, etc.; because the drying is affected in a short time, and the coating thus obtained is much more durable than the same obtained by the ordinary method.
For practical purposes it is better to _thin the lacquer with turpentine oil or other solvent_ in order to facilitate the lacquering and lessen the drying time of the lacquer. Since the lacquer-coating turns brown at a high temperature, lacquers of a light colour should be dried at 120 to 150 C.; and even those of a deep colour must not be heated above 180 C. _Most pigments are blackened by lacquer; therefore the varieties of coloured lacquers are very limited._
FOOTNOTES:
[1] A question has been raised concerning the safety of Perkins' apparatus, not merely as relates to the danger of explosion, but also respecting that of high temperature; and it has been a.s.serted that the water may be so highly heated in the tubes as to endanger the charring and even inflammation of paper, wood, and other substances in their contact or vicinity: such no doubt might be the case in an apparatus expressly intended for such purposes, but in the apparatus as constructed by Perkins, with adequate dampers and safety valves, and used with common care, no such result can ensue. Paper bound round an iron tube is not affected till the temperature exceeds 400; from 420 to 444 it becomes brown or slightly singed; sulphur does not inflame below 540.
SECTION V.
COLOURS FOR POLISHED BRa.s.s--MISCELLANEOUS.